电 话:+86 575 82392128
邮 箱:georgewang@chinayu-casting.com
网 址:168sc.net
地 址:浙江绍兴杭州湾上虞经济技术开发区聚贤一路8号
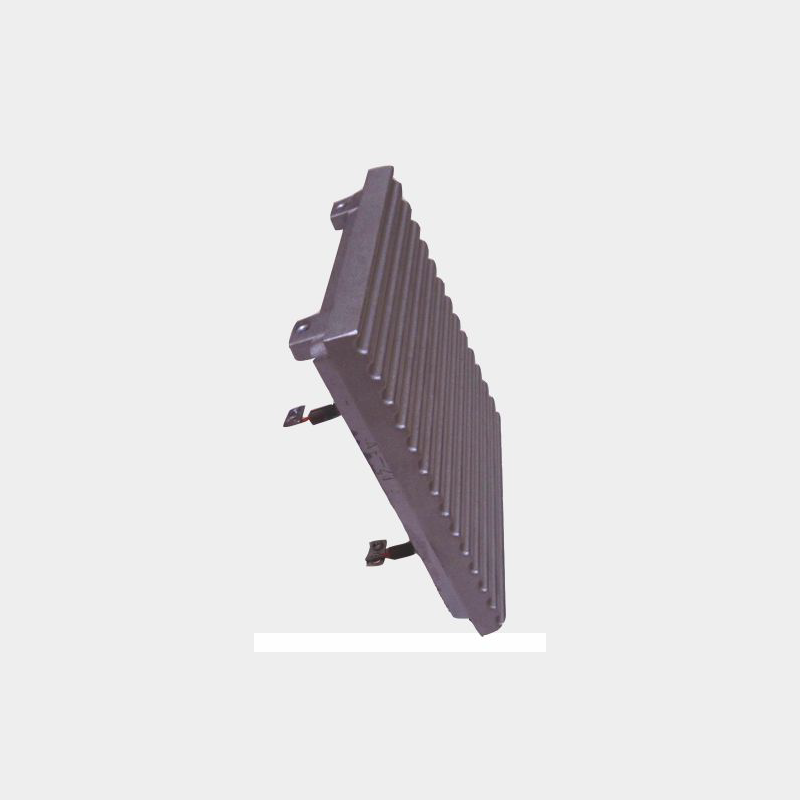
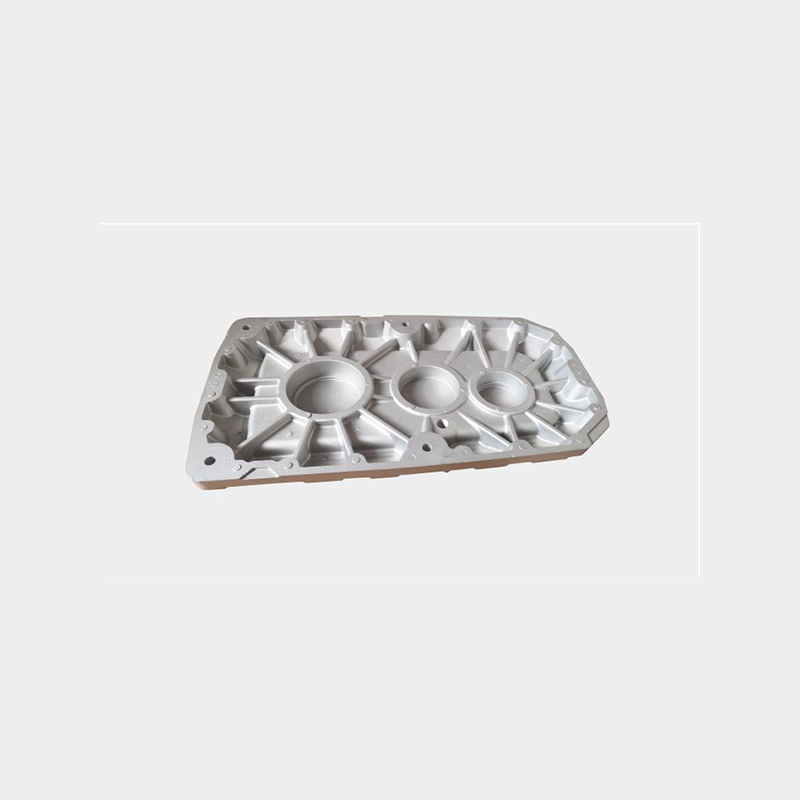
低压铸铝件在汽车、航空、电力等行业中有着广泛的应用,其制造过程中常见问题包括气孔、缩松、热裂、夹杂等缺陷,这些缺陷会影响铸件的质量和性能,严重时甚至会导致零件失效。因此,本文将针对低压铸铝件制造过程中的常见问题,从原因分析和解决方案两个方面进行探讨。 一、气孔 气孔是低压铸铝件中常见的缺陷之一,主要是由于铸型中气体未能完全排出所致。解决气孔的关键是保证铸型内气体排放顺畅,具体方法可以采用加压和振动等方式。在制造前,应该对铸型和模具进行合理设计,尽量减少几何复杂度和壁厚不均的地方。同时,在铸造过程中,适当增加排气口数量和大小,并根据实际情况调整排气时间和排气速度。此外,选择合适的熔炼设备、铸造工艺和铸造温度也可以有效降低气孔率。 二、缩松 缩松是低压铸铝件在冷却过程中由于过快或过慢引起的缺陷,严重影响零件的使用寿命和安全性。解决缩松问题需要在制造前进行合理设计和模拟分析,并采取相应的措施。对于壁厚较大的部位,可以适当增加预热时间和温度,以确保铸型内部温度均匀;同时,在浇注过程中,要尽量控制浇注速度和流量,避免急剧变化;在冷却过程中,可以适当增加铸件放置时间和冷却时间,以确保铸件内部彻底冷却。 三、热裂 热裂是低压铸铝件在冷却过程中由于温度梯度引起的裂纹,常见于壁厚不均或局部过厚的地方。解决热裂问题需要在铸造前对模具和铸型进行优化设计,并采取相应的措施。例如,在铸造过程中,可以适当增加保温时间和温度,避免急剧变化;在冷却过程中,可以采用温度梯度均衡和连续冷却的方法,以减少温度差异;同时,还可以采用特殊的铸模、模具和定位工艺,以确保铸件内部应力分布均匀。 四、夹杂 夹杂是低压铸铝件中常见的缺陷之一,通常是由于铝合金熔池中氧化物等杂质未能完全排出所致。解决夹杂问题需要在熔炼过程中控制气体和杂质的含量,并适当增加熔池搅拌时间和速度,以促进杂质的排放。在铸造过程中,可以适当增加浇注速度和流量,避免铸型内产生过多的气体孔,同时,对于部位复杂的铸件,可以采用多次浇注或连续冲压的方式,以减少夹杂率。 综上所述,低压铸铝件制造过程中的常见问题及其解决方案主要包括气孔、缩松、热裂和夹杂等缺陷。通过合理的设计和优化铸造工艺,采取相应的措施可以有效降低缺陷率,提高铸件的质量和性能,为低压铸铝件制造业的发展做出贡献。